





伺服電動缸壓裝原理
瀏覽: 發(fā)布日期:2021-05-24 05:59:58
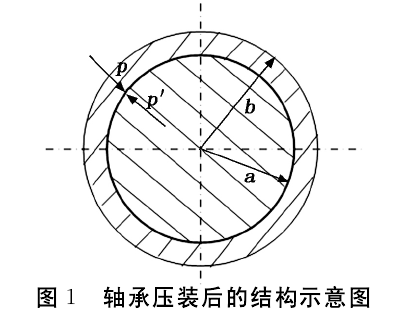
伺服電動缸將伺服電機(jī)的轉(zhuǎn)速和角位移轉(zhuǎn)換成直線運動的速度和位移,將扭矩轉(zhuǎn)換為壓裝力,從而完成軸承等的冷壓裝配工藝[1]。軸承壓裝后的結(jié)構(gòu)如圖1
所示,其中a為軸頸與軸承內(nèi)圈結(jié)合面的半徑;b為軸承外圈的半徑;p、p'為裝配后結(jié)合面的內(nèi)力,p 與p'互為反作用力。
根據(jù)壓裝理論
E(b2-a2)4ab2·δ . (1)
其中:E 為材料的彈性模量;δ為過盈量。
根據(jù)力學(xué)基本原理,壓裝力F 與內(nèi)應(yīng)力p、接觸面積s及摩擦因數(shù)μ的關(guān)系為:
F=psμ .(2)
設(shè)位移為x,將接觸面積s=2πax 和式(1)代入式
(2),可得壓裝力與位移x的關(guān)系為:
F=πE(b2-a2)2b2δμx.(3)
由式(3)可知,在壓裝過程中,施加的壓裝力須隨著過盈量的增大而增加,另外,材料的摩擦因數(shù)對壓裝力的影響比較大,但呈現(xiàn)較好的線性關(guān)系[3]。如果施加的壓裝力過大,會造成包容件產(chǎn)生局部塑性變形,影響壓裝效果;反之,當(dāng)壓裝力不足時,則零件壓裝不到位造成次品,從而影響生產(chǎn)效率。因此,對壓裝過程中多個關(guān)鍵點的壓裝力和位移進(jìn)行監(jiān)控,并以壓裝力—位移曲線作為壓裝工藝的檢測依據(jù),代替原有的以終點壓力作為檢驗壓裝質(zhì)量依據(jù)的做法是比較理想的方法之一。